



Algemene structurele ondersteuning:Het gewicht van alle componenten (excentrische bus, bewegende kegel, kom, motor, enz.) en de tijdens de werking vrijkomende drukkrachten (tot duizenden tonnen) dragen, waardoor een stabiele werking wordt gegarandeerd.
Krachtoverbrenging: Verdeling van de verticale en horizontale belasting van het breekproces naar de fundering, waardoor trillingen en geluid worden verminderd.
Componentpositionering: Zorgt voor nauwkeurige montageoppervlakken en positioneringsfuncties voor de excentrische bus, het hoofdaslager, de kom en andere belangrijke onderdelen, zodat hun juiste relatieve posities worden gegarandeerd.
Beschermende behuizing: Behuizing van interne componenten, zoals de excentrische constructie en tandwielen, die voorkomen dat stof, water en vuil binnendringen en die de operator beschermen tegen bewegende onderdelen.
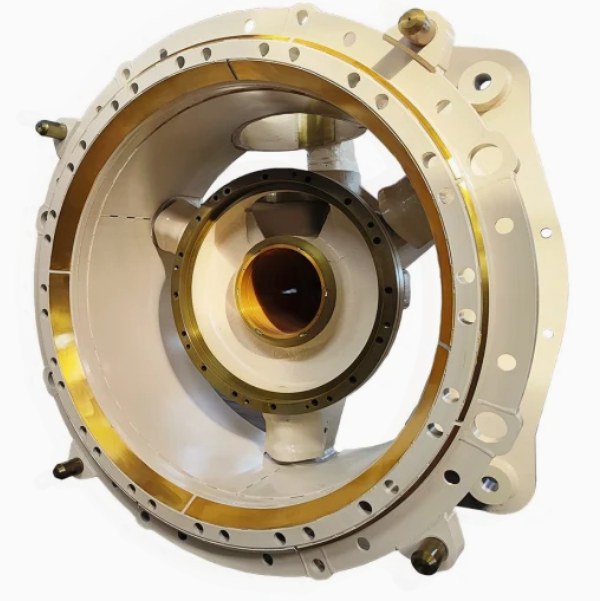
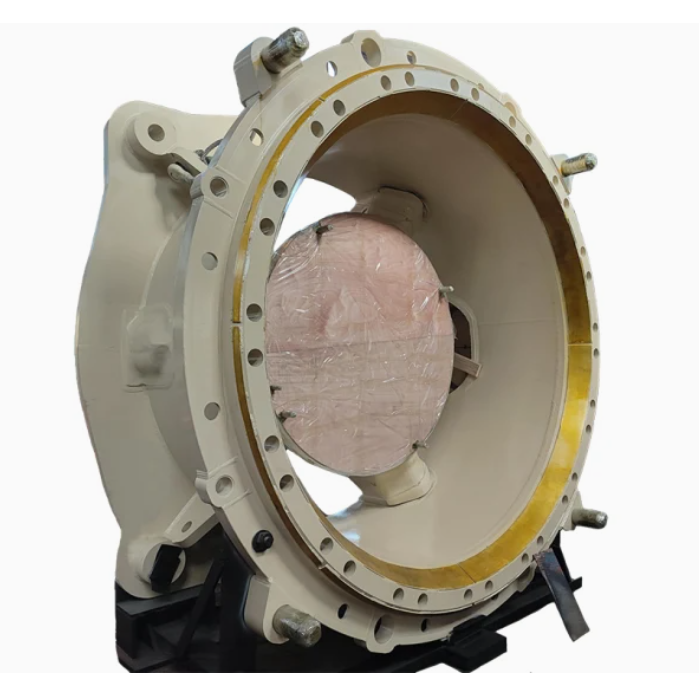
Frame lichaam: De hoofdstructuur, meestal een holle doos of cilindrische vorm met een dikke wand (80–200 mm), gemaakt van hoogwaardig gegoten staal (bijv. ZG35CrMo) of gelaste platen van laaggelegeerd staal (bijv. Q355B).
Lagerhuis: Een cilindrische uitsparing aan de onder- of bovenkant van het frame voor het plaatsen van het hoofdaslager, met een nauwkeurig bewerkt binnenoppervlak (tolerantie IT6) om een goede pasvorm van het lager te garanderen.
Excentrische buskamer: Een ronde holte in het midden van het frame waar de excentrische bus is geïnstalleerd, met een bewerkt binnenoppervlak en oliegroeven voor smering.
Montageflenzen:
Basisflens:Een grote flens aan de onderkant met boutgaten om het frame aan de fundering te bevestigen, voor stabiliteit.
Bovenste flens: Een flens aan de bovenkant om verbinding te maken met de kom of afstelring, vaak met geleidepennen of sleuven voor uitlijning.
Versterkende ribben: Interne en externe ribben (30–80 mm dik) radiaal of axiaal gerangschikt om de stijfheid van het frame te vergroten en vervorming onder belasting te verminderen.
Smeer- en koelkanalen:Geboorde gaten of gegoten kanalen voor het leveren van smeerolie aan lagers en excentrische componenten, en voor het laten circuleren van koelwater in sommige grote frames.
Inspectie- en toegangsdeuren: Verwijderbare panelen of deuren voor onderhoud en inspectie van interne componenten.
Materiaalkeuze:
Hoogwaardig gietstaal (ZG35CrMo) wordt gekozen vanwege de uitstekende mechanische eigenschappen, waaronder treksterkte (≥ 700 MPa), slagvastheid (≥ 35 J/cm²) en goede gietbaarheid.
Patroon maken:
Een model op ware grootte is gemaakt van hout, schuim of hars en repliceert de externe vorm, interne holtes, ribben, flenzen en andere kenmerken van het frame. Krimpmarges (1,5-2,5%) worden toegevoegd op basis van het materiaal en de grootte van het onderdeel.
Het patroon is verstevigd om vervorming tijdens het gieten te voorkomen en de kernen zijn ontworpen om interne holtes en kanalen te vormen.
Vormgeving:
Een zandmal wordt gemaakt met behulp van harsgebonden zand, waarna het patroon in de mal wordt geplaatst. Kernen worden in de mal geplaatst om de interne structuur te vormen, waardoor nauwkeurige wanddiktes en dimensionale verhoudingen tussen de elementen worden gegarandeerd.
De mal wordt voorzien van een vuurvaste coating om de oppervlakteafwerking te verbeteren en te voorkomen dat metaal in het zand dringt.
Smelten en gieten:
Het gegoten staal wordt gesmolten in een elektrische vlamboogoven bij 1520–1560°C, met strikte controle van de chemische samenstelling (C: 0,32–0,40%, Cr: 0,8–1,1%, Mo: 0,15–0,25%).
Het gieten gebeurt bij een temperatuur van 1480–1520°C met een gecontroleerde stroomsnelheid om ervoor te zorgen dat de matrijsholte volledig wordt gevuld zonder turbulentie, wat tot defecten zou kunnen leiden.
Koeling en warmtebehandeling:
Het gietstuk wordt langzaam afgekoeld in de mal gedurende 72–120 uur om thermische spanning te verminderen. Vervolgens wordt het eruit gehaald en gereinigd door middel van kogelstralen.
De warmtebehandeling bestaat uit normalisatie (850–900°C, luchtgekoeld) om de korrelstructuur te verfijnen en ontlaten (600–650°C) om de hardheid te verlagen tot 180–230 HBW, waardoor de bewerkbaarheid wordt verbeterd.
Ruwe bewerking:
Het gegoten frame wordt op een grote CNC-boormachine of portaalfreesmachine gemonteerd om de basisflens, de bovenflens en de externe referentievlakken te bewerken, waarbij een nabewerkingstoeslag van 5–10 mm wordt overgelaten.
Bewerking van lagerhuizen en -kamers:
Het lagerhuis en de excentrische buskamer worden eerst ruw geboord, daarna fijn geboord en vervolgens gepolijst om een hoge maatnauwkeurigheid (tolerantie IT6) en oppervlakteruwheid (Ra0,8–1,6 μm) te bereiken.
Met een CNC-freesmachine worden oliegroeven in het lagerhuis en de lagerkamer aangebracht.
Flens- en montagevlakbewerking:
De basis- en bovenflens zijn afgewerkt met een machinale afwerking om vlakheid (≤0,05 mm/m) en haaksheid op de frame-as (≤0,1 mm/100 mm) te garanderen.
Met behulp van een CNC-boormachine worden boutgaten op nauwkeurige posities geboord en getapt (tolerantie ±0,1 mm).
Bewerking van verstevigingsribben en buitenoppervlakken:
De buitenste ribben worden bewerkt om gietfouten te verwijderen en uniforme afmetingen te garanderen.
Het buitenoppervlak is afgewerkt met een machinale afwerking om het uiterlijk te verbeteren en het schilderen te vergemakkelijken.
Oppervlaktebehandeling:
Het frame is voorzien van een roestwerende primer en een toplaag om corrosie te voorkomen.
Bewerkte montagevlakken en lagerpassingen worden beschermd met antiroestolie of -vet.
Materiaaltesten:
Er wordt een chemische samenstellingsanalyse uitgevoerd om te garanderen dat aan de gespecificeerde materiaalnormen wordt voldaan.
Er worden trekproeven en slagproeven uitgevoerd op testmonsters om de mechanische eigenschappen te verifiëren.
Dimensionale inspectie:
Met een coördinatenmeetmachine (CMM) worden kritische afmetingen gecontroleerd, zoals de diameter van de lagerbehuizing, de vlakheid van de flens en de positie van de gaten.
Met behulp van laserscanning worden de algehele vorm en afmetingen vergeleken met het 3D-model.
Niet-destructief onderzoek (NDO):
Met ultrasoon onderzoek (UT) worden interne defecten, zoals scheuren en krimp in het frame en de ribben, opgespoord.
Magnetisch onderzoek (MPT) wordt uitgevoerd op oppervlakken en gebieden dicht bij het oppervlak, met name rondom boutgaten en punten waar spanningen zich concentreren.
Mechanische testen:
Er worden hardheidstesten uitgevoerd om te garanderen dat het frame voldoet aan het vereiste hardheidsbereik (180–230 HBW).
Er kunnen belastingproeven worden uitgevoerd om te controleren of het frame de ontwerpbelasting aankan zonder dat er overmatige vervorming optreedt.
Assemblage en functionele testen:
Het frame wordt proefgemonteerd met belangrijke onderdelen zoals de excentrische bus en de hoofdas om een goede pasvorm en uitlijning te garanderen.
Trillingstesten worden uitgevoerd om te controleren op overmatige trillingen tijdens gesimuleerde werking.











