Dit artikel beschrijft lagerblokken voor kogelmolens, die radiale en axiale belastingen dragen, asstabiliteit garanderen en materialen zoals HT300, QT450-10 of Q355B gebruiken. Het behandelt productieprocessen voor gegoten (vormen, gieten, rijpen, bewerken) en gelaste (stansen, lassen, bewerken) types, plus volledige procesinspecties (grondstoffen, stansen, in-proces, eindproducten) om de maatnauwkeurigheid, sterkte en betrouwbaarheid te garanderen en te voldoen aan de behoeften van zware belasting en continue werking.
Gedetailleerde introductie tot kogelmolenlagerblokken en hun productie- en inspectieprocessen
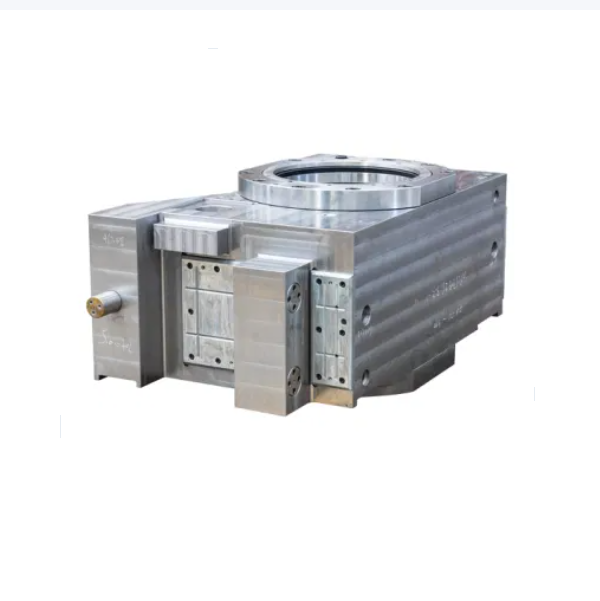
I. Overzicht en structurele kenmerken van kogelmolenlagerblokken
Het lagerblok van de kogelmolen is een kerncomponent die de rotatie van de molencilinder ondersteunt. De primaire functie ervan is om het lager bevestigen, radiale en axiale belastingen van de cilinder en interne materialen weerstaan en een stabiele rotatie van het assysteem (holle as) garanderenDe prestaties ervan hebben rechtstreeks invloed op de bedrijfsnauwkeurigheid, stabiliteit en levensduur van de kogelmolen.
Kernfuncties:
Dragend: draagt het totale gewicht van de cilinder, maalmedia en materialen (tot tientallen of honderden tonnen) en absorbeert stootbelastingen tijdens de rotatie;
Positionering: Zorgt voor coaxialiteit en rotatienauwkeurigheid van de holle as door samenwerking met het lager;
Afdichting en smering: Integreert smeerkanalen en afdichtingsstructuren om smering voor lagers te bieden en binnendringen van stof en koelmiddel te voorkomen.
Structurele kenmerken:
Materiaal: Kleine en middelgrote kogelmolens gebruiken doorgaans grijs gietijzer (HT300) (uitstekende gietbaarheid en schokabsorptie); grote of zware molens nemen nodulair gietijzer (QT450-10) of gelast constructiestaal (Q355B) (hogere sterkte).
Structurele typen: integraal (klein tot middelgroot) en gesplitst (groot, voor eenvoudige installatie en onderhoud). Deze zijn meestal voorzien van lagerbevestigingsgaten (met een vaste passing op de buitenringen van het lager), positioneringsnippels, boutgaten, smeergaten en koelribben.
II. Productieproces van kogelmolenlagerblokken
Op basis van de materialen worden de productieprocessen onderverdeeld in gieten (voor gietijzeren lagerblokken) En lassen (voor stalen lagerblokken), met de volgende kernprocedures:
(A) Gegoten lagerblokken (HT300 als voorbeeld)
Vormontwerp en kernproductie
Zandvormen (van hout of kunsthars) worden vervaardigd op basis van 3D-modellen, met een bewerkingsmarge van 3-5 mm. De risers zijn zo ontworpen dat krimpholtes worden vermeden;
Voor kritieke gebieden (bijvoorbeeld lagergaten) maken we gebruik van een cold-box kern om de maatnauwkeurigheid te garanderen.
Smelten en gieten
Controle van de samenstelling van gesmolten ijzer: C 3,2-3,6%, Si 1,8-2,2%, Mn 0,8-1,2%, S≤0,12%, P≤0,15%;
Gieten bij 1380-1450℃ door middel van stapsgewijs gieten om de spanningsconcentratie te verminderen en de gietdichtheid te garanderen.
Verouderingsbehandeling
Gietstukken ondergaan een natuurlijke veroudering gedurende 2-4 weken (of kunstmatige veroudering: 200-250℃ gedurende 8 uur) om de spanning van het gietstuk te elimineren en daaropvolgende bewerkingsvervorming te voorkomen.
Ruwe bewerking
CNC-draaibanken of boormachines bewerken lagergaten (met een nabewerkingstoeslag van 2-3 mm), kopse kanten en positioneringspennen, waarbij wordt gezorgd voor een vlakheid van de referentieoppervlakken ≤0,1 mm/100 mm.
Semi-afwerking en secundaire veroudering
Draai de buitenste cirkels en kopvlakken af en laat een slijpmarge van 1-1,5 mm over;
Secundaire veroudering (180-220℃ gedurende 4 uur) om de afmetingen verder te stabiliseren.
Afwerking
CNC-boormachines voor het afwerken van lagergaten: tolerantieklasse IT6, oppervlakteruwheid Ra≤1,6 μm, rondheid ≤0,01 mm, cilindriciteit ≤0,015 mm/100 mm;
Positionering van de uiteinden van de vlakslijpmachines: vlakheid ≤0,03 mm/100 mm, loodrechtheid op de as van het lagergat ≤0,02 mm/100 mm;
Boren en tappen van smeergaten en verbindingsgaten: schroefdraadnauwkeurigheid 6H, gatpositietolerantie ±0,1 mm.
(B) Gelaste lagerblokken (Q355B als voorbeeld)
Blanking en Vormen
CNC-snijden voor stansen (plaatdikte ≥ 20 mm). De lagergaten worden verbonden met gesmede stalen flenzen (20# staal) om de draagkracht te verbeteren.
Lasproces
Lasmethode: Onderpoederdeklassen of gasmetaalbooglassen, met V-vormige lasgroeven (hoek van 60°);
Lasvolgorde: Eerst de spanningsarme delen lassen, daarna de hoofdlassen, met behulp van gelaagd lassen (elke laag ≤ 5 mm dik). Na het lassen hameren om de spanning te verlichten;
Behandeling na het lassen: spanningsarm gloeien bij 300℃ gedurende 6 uur om lasspanningen te elimineren (scheuren te voorkomen).
Bewerking
Volgt dezelfde voorbewerking, secundaire veroudering en nabewerking als gegoten lagerblokken, maar gelaste oppervlakken moeten eerst vlak worden gefreesd (oppervlakteruwheid Ra≤12,5 μm).
III. Inspectieproces van kogelmolenlagerblokken
De inspectie omvat het gehele productieproces om de maatnauwkeurigheid, mechanische eigenschappen en operationele betrouwbaarheid te garanderen:
(A) Inspectie van grondstoffen en blanco's
Materiaalinspectie:
Gietijzeren onderdelen: spectrale analyse om de chemische samenstelling te verifiëren (bijv. C- en Si-gehalte in HT300) en trekproeven om de treksterkte te controleren ≥300MPa;
Gelaste onderdelen: controleer de certificaten van de staalplaat; gesmede flenzen ondergaan een UT-inspectie (conform JB/T 5000.15 Klasse II).
Inspectie op blanco defecten:
Gegoten onderdelen: MT-inspectie (geen oppervlaktescheuren of krimp), met focus op lagergaten (geen poriën ≥φ3mm);
Gelaste onderdelen: 100% UT-inspectie op lassen (geen onvolledige versmelting of slakinsluitsels) en MT-inspectie (geen oppervlaktescheuren).
(B) In-proces inspectie (belangrijke knooppunten)
Na het grof bewerken:
Controleer de diameter van het lagergat (uniforme speling) en de diameter van de spie (tolerantie ±0,5 mm) met behulp van een schuifmaat of CMM.
Na warmtebehandeling:
Hardheidsmeting: Brinell-hardheidsmeter voor gietijzer (180-240HBW) en gegloeide gelaste onderdelen (≤220HBW).
Na het bewerken:
Maatnauwkeurigheid: CMM meet de diameter van het lagergat (IT6-tolerantie), rondheid (≤ 0,008 mm) en cilindriciteit (≤ 0,01 mm/100 mm);
Geometrische tolerantie: Meetklok controleert de loodrechtheid van het uiteinde van de spie ten opzichte van de as van het lagergat (≤0,02 mm/100 mm);
Oppervlaktekwaliteit: profilometer controleert de ruwheid van het lagergat (Ra≤1,6 μm); visuele inspectie op de afwezigheid van krassen of bramen.
(C) Eindproductinspectie
Inspectie van de compatibiliteit van de montage:
Pasvorm van lager en boring: voelermaat controleert de interferentie (meestal 0,01-0,03 mm om een stabiele buitenring van het lager te garanderen);
Positie van het boutgat: De meter controleert de coaxialiteit van de verbindingsgaten met de positioneringspen (≤0,1 mm).
Druk- en afdichtingsinspectie:
Druktest van het smeergat: 0,5 MPa perslucht gedurende 30 seconden, met zeepoplossing om te controleren op lekkage;
Algemene afdichting: gesimuleerde lagermontage, olie bijvullen (tot de helft van het lagergat), 10 minuten roteren en inspectie op lekkage.
Uiterlijke inspectie:
Oppervlakteverf (primer + aflak, totale dikte 60-80μm) zonder lopers of afbladdering; duidelijke markeringen (model, materiaal).
IV. Samenvatting
De productie van kogelmolenlagerblokken vereist een evenwicht tussen sterkte en precisie. Gietprocessen geven prioriteit aan schokabsorptie, terwijl lasprocessen zich richten op zware belasting. Strikte inspectie (met name op maatnauwkeurigheid en controle op defecten) is cruciaal om de belasting en levensduur te garanderen. In de praktijk worden procesparameters aangepast op basis van de specificaties van de fabriek (bijv. wanddikte van lagergaten ≥ 50 mm voor fabrieken ≥ φ3 m) om te voldoen aan de eisen van zware, continue werking.