Dit artikel beschrijft het kogelmolenrondsel, een kerntransmissiecomponent die ingrijpt met het drijfwerk om de cilinder aan te drijven. 20CrMnTi vereist hoge sterkte, precisie, taaiheid en slijtvastheid, met 20CrMnTi als gangbaar materiaal. Het beschrijft het productieproces voor 20CrMnTi-rondsels, inclusief blank smeden, ruwen/semi-nabewerken (draaien, afwikkelfrezen), carboneren, warmtebehandeling, precisiebewerking (tanden slijpen, referentieslijpen) en assemblage. Daarnaast specificeert het uitgebreide inspectieprocedures voor grondstoffen (samenstelling, smeedkwaliteit), warmtebehandeling (hardheid, gecarboneerde laag), tandnauwkeurigheid (spoedafwijking, slingering) en eindtesten (oppervlaktekwaliteit, ingrijpprestaties, dynamische balans). Deze garanderen dat het rondsel voldoet aan de eisen voor transmissie-efficiëntie (≥ 95%) en levensduur (2-3 jaar), wat een stabiele werking van de kogelmolen ondersteunt.
Gedetailleerde introductie, productieproces en inspectieproces van kogelmolentandwielen
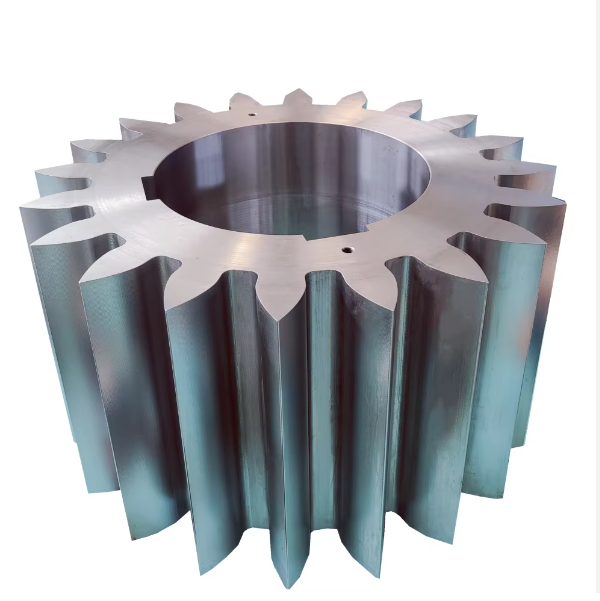
I. Functies en structurele kenmerken van kogelmolentandwielen
Het kogelmolenrondsel is een kernonderdeel van het transmissiesysteem. Het grijpt in op het drijfwerk (bevestigd aan de cilinder) om via de reductor het vermogen van de motor naar de cilinder over te brengen, waardoor de cilinder gaat roteren (meestal met 15-30 tpm). Als sneltandwiel (dat sneller draait dan het drijfwerk) ondervindt het rechtstreeks de ingrijping en het koppel, waardoor de volgende eigenschappen vereist zijn:
Hoge sterkte:Kan een koppel van tienduizenden tot honderdduizenden N·m weerstaan, met een hoge hardheid van het tandoppervlak (≥55HRC) om slijtage te weerstaan;
Hoge precisie: Minimale fout in het tandprofiel (≤Graad 6 volgens GB/T 10095) om een soepele ingrijping met het tandwiel te garanderen, waardoor trillingen en geluid worden verminderd;
Goede taaiheid:De kern van de tand moet een gemiddelde taaiheid hebben (hardheid 25-35HRC) om breuk door impact te voorkomen;
Slijtvastheid:Het tandoppervlak heeft een verhardingsbehandeling nodig (bijv. opkolen, afschrikken) om de levensduur te verlengen (meestal ≥ 10.000 uur).
Structureel gezien is het grotendeels een recht of schroefvormig cilindrisch tandwielRechte tanden worden veel gebruikt in kleine en middelgrote kogelmolens (eenvoudiger te bewerken), terwijl spiraalvormige tanden de voorkeur hebben in grote molens (soepeler slijpen en hogere belastbaarheid). De module varieert meestal van 8 tot 30 mm, met 15 tot 30 tanden.
II. Productieproces van kogelmolentandwielen (met 20CrMnTi gecarboniseerde tandwielen als voorbeeld)
20CrMnTi is een veelgebruikt materiaal voor rondsels vanwege de uitstekende carburatieprestaties (kastdiepte 1,5-3 mm). Het productieproces verloopt als volgt:
1. Blank smeden
Grondstof: Er is rond staal van φ100-300 mm 20CrMnTi geselecteerd, waarbij spectrale analyse de samenstelling ervan verifieert (C 0,17-0,23%, Cr 1,0-1,3%, Mn 0,8-1,1%);
Smeden: Verwarm tot 1100-1150 °C en smeed het vervolgens tot tandwielen (met een bewerkingstolerantie van 5-8 mm). Na het smeden, normaliseren (920 °C × 2 uur, luchtgekoeld) om de korrel te verfijnen en de hardheid te verlagen tot 180-220 HBW.
2. Ruwe bewerking en semi-nabewerking
Ruw draaien: CNC-draaibanken bewerken de buitenste cirkel, de uiteinden en de binnenboring (asgat of naafgat), waarbij een speling van 3-5 mm wordt aangehouden;
Tandwielfrezen: Ruw gefreesde tandprofielen (module 8-30mm) met behulp van een tandwielfreesmachine, met een toeslag van 0,5-1mm voor het opkolen en slijpen;
Boren en frezen: Bewerking van spiebanen en boutgaten (voor gedeelde tandwielen) met een positietolerantie van ±0,1 mm.
3. Carbureren en warmtebehandeling
Carbureren:Carbureren in een put-type carbureeroven bij 920-940℃ gedurende 8-16 uur (aangepast aan de diepte van de mantel), met een koolstofgehalte aan het oppervlak van 0,8-1,2%;
Blussen + lagetemperatuurtemperen:Na het carbureren, afkoelen tot 850℃ en afschrikken met olie (tandoppervlaktehardheid 58-62HRC), vervolgens temperen bij 180-200℃ gedurende 2 uur om de spanning te verlichten en de afmetingen te stabiliseren.
4. Afwerking
Tandoppervlak slijpen: Tandprofielen worden nauwkeurig geslepen met behulp van een wormwiel-slijpmachine, waardoor een cumulatieve steekfout ≤0,05 mm/100 mm en een tandoppervlakteruwheid Ra ≤0,8 μm wordt gegarandeerd;
Datum malen: Slijp de binnenboring (tolerantie IT6) en de tap (vaste passing met lagers, 0,01-0,03 mm passing), met een loodrechte kopse kant ≤ 0,01 mm/100 mm;
Honen: Slijp zeer nauwkeurige tandwielen (Ra≤0,4μm) om het ingrijpgeluid te verminderen (≤85dB).
5. Oppervlaktebehandeling en montage
Niet-tandoppervlakken worden gezandstraald om roest te verwijderen en vervolgens voorzien van een roestwerende verflaag (dikte ≥ 60 μm);
Zorg voor een krimppassing met de as of naaf (perspassing) en controleer de radiale slingering na afkoeling (≤0,03 mm).
III. Inspectieproces van kogelmolentandwielen
Inspectie voldoet aan GB/T 10095 Nauwkeurigheid van evolvente cilindrische tandwielen en JB/T 6396 Grote tandwielen en tandwielringsmeedstukken, met de volgende belangrijke stappen:
1. Inspectie van grondstoffen en smeedstukken
Spectraalanalyse verifieert de samenstelling van 20CrMnTi (gekwalificeerd Cr- en Mn-gehalte);
Smeedstukken ondergaan een UT-inspectie (gekwalificeerd als Grade I) en vertonen geen interne scheuren of krimp; trekproeven bevestigen een treksterkte ≥1080 MPa.
2. Inspectie van de warmtebehandeling
Hardheid van het tandoppervlak: Gemeten met een Rockwell-hardheidsmeter (58-62HRC); kernhardheid (3 mm onder het oppervlak) 25-35HRC;
Inspectie van de gecarboneerde laag: Metallografische analyse meet de effectieve manteldiepte (1,5-3 mm), met een martensietgehalte in de geharde laag ≤3.
3. Nauwkeurigheidsinspectie van het tandprofiel
Testen van het tandwielmeetcentrum: Spoedafwijking ≤±0,015 mm, fout in de tandrichting ≤0,01 mm/100 mm, totale profielafwijking ≤0,02 mm;
Radiale slingering: Gemeten met een tandwieltester (≤0,03 mm voor de tandkrans).
4. Eindinspectie van afgewerkte producten
Oppervlaktekwaliteit: PT-inspectie van tandoppervlakken (geen scheuren of putcorrosie); tandwortelvulling R≥1,5 mm (om stressconcentratie te voorkomen);
Ingrijptest: Voer een ingrijptest uit met een monster van een tandwiel en laat het 1 uur stationair draaien, zonder abnormale geluiden en contactpunten (≥ 60% langs de tandhoogte, ≥ 70% langs de tandlengte);
Dynamisch evenwicht: Voor rotatiesnelheden ≥300r/min, onbalans ≤20g·mm/kg.
Door de nauwkeurigheid van het tandprofiel, de kwaliteit van het carbureren en de montagetoleranties strikt te controleren, kunnen rondsels een transmissie-efficiëntie van ≥ 95% en een levensduur van 2-3 jaar (afhankelijk van de werkomstandigheden) garanderen.