De vaste kaakplaat is een stationair, slijtvast onderdeel dat één zijde van de breekruimte in kaakbrekers vormt. Deze plaat is tegenover de zwenkkaakplaat aan de voorzijde van het frame gemonteerd en dient als het vaste werkoppervlak voor het breken van materiaal. Tijdens bedrijf blijft de vaste kaakplaat stationair en werkt samen met de heen en weer bewegende zwenkkaakplaat om een periodiek openende en sluitende breekruimte te vormen, waardoor materiaal door extrusie en splijting tot de gewenste grootte wordt gebroken. De structurele stabiliteit en slijtvastheid hebben een directe invloed op de breekefficiëntie, de uniformiteit van de productgrootte en de bedrijfskosten van de apparatuur.
Het ontwerp van de vaste kaakplaat combineert slijtvastheid, installatiegemak en een goede pasvorm met het frame. De belangrijkste componenten en structurele kenmerken zijn als volgt:
Hoofdgedeelte
Een dikke plaatconstructie met een dikte van doorgaans 50-150 mm voor kleine tot middelgrote brekers en 200-300 mm voor grote machines. De constructie is voornamelijk gemaakt van staal met een hoog mangaangehalte (ZGMn13) voor omstandigheden met een hoge impact, terwijl gietijzer met een hoog chroomgehalte (Cr26-30) kan worden gebruikt voor situaties met een lage impact. De voorkant fungeert als het breekvlak en de achterkant is het montagevlak dat op het frame past. De algehele vorm is ofwel "recht" of "gebogen" (gebogen ontwerpen optimaliseren het profiel van de breekkamer om materiaalverstopping te verminderen).
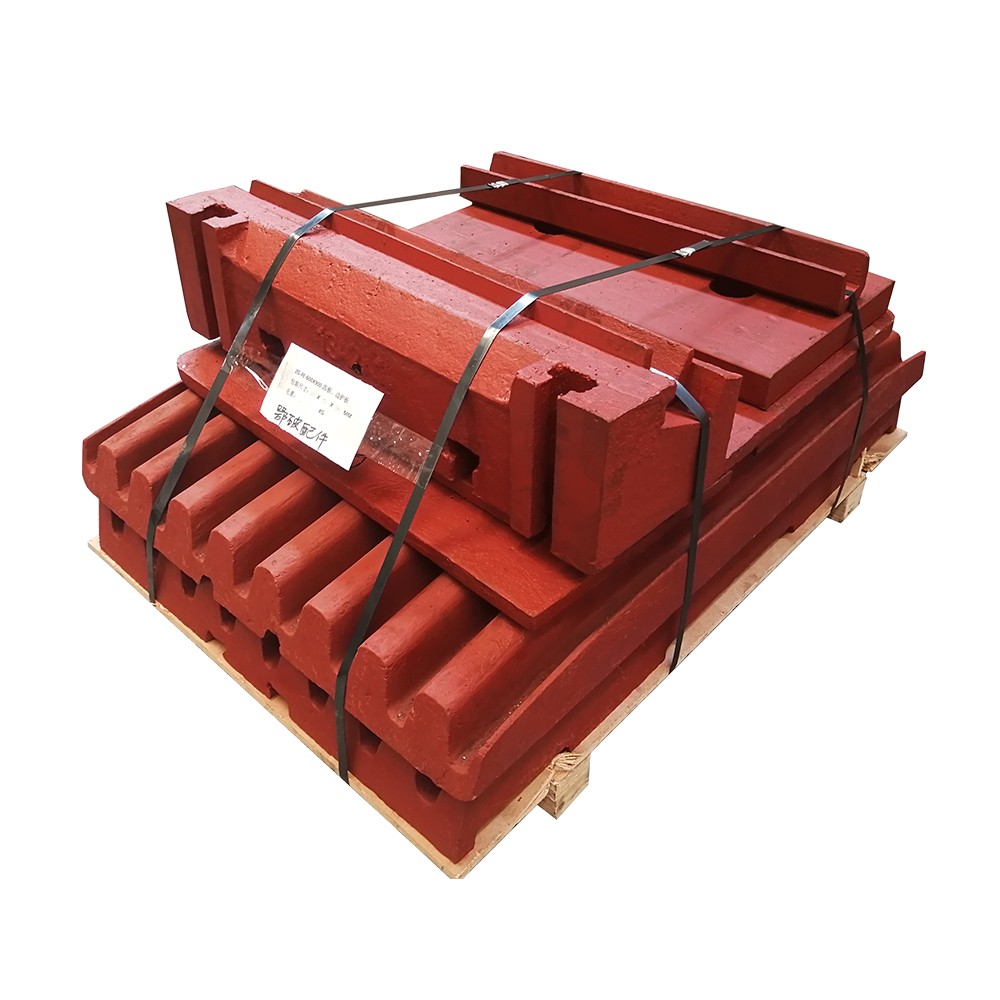
Getand werkoppervlak
Het materiaalcontactoppervlak is voorzien van regelmatig geplaatste tanden, meestal driehoekig of trapeziumvormig, met hoogtes van 8-30 mm (aangepast aan de hardheid van het materiaal) en tandafstanden van 20-60 mm, en een tandtophoek van 60°-90°. De tanden zijn vaak symmetrisch of verticaal verspringend geplaatst. Symmetrische ontwerpen maken omkeren mogelijk na slijtage aan één kant, waardoor de levensduur met meer dan 50% wordt verlengd. Het tandpatroon verbetert de grip van het materiaal om wegglijden te voorkomen en de breekefficiëntie te verbeteren.
Montagestructuur
De vaste kaakplaat wordt met bouten of wiggenblokken aan het frame bevestigd, zodat het achterste oppervlak het volgende omvat:
Boutgaten/verzonken gaten: Gelijkmatig verdeeld over de plaatlengte, met diameters die 1–2 mm groter zijn dan de bouten, om een fijne positieaanpassing tijdens de installatie mogelijk te maken.
Lokaliseren van tappen/nokken: Passen in de groeven van het frame om de laterale verplaatsing te beperken en zo de positionele nauwkeurigheid ten opzichte van de zwenkbekplaat te garanderen.
Gewichtsverminderingssleuven (grote platen):Rechthoekige of ronde sleuven in niet-dragende gedeelten verminderen het gewicht zonder dat dit ten koste gaat van de structurele sterkte.
Randversterkingen
De boven- en onderranden zijn doorgaans dikker (5-10 mm dikker dan het middengedeelte) om de slagvastheid te verbeteren en afbrokkeling van de randen door zijdelingse impact van het materiaal te voorkomen. Sommige vaste kaakplaten hebben een "-afvoerpoortbescherming aan de onderkant om verbrijzeld materiaal te geleiden voor een soepele afvoer.
De vaste kaakplaat is bestand tegen zware schokken en wrijving, wat gietprocessen vereist die materiaaluniformiteit en slagvastheid garanderen. Het specifieke proces verloopt als volgt:
Schimmelvoorbereiding
Er wordt gebruikgemaakt van zandgieten met kunsthars (kleine tot middelgrote platen) of zandgieten met natriumsilicaat (grote platen). Houten of schuimpatronen worden vervaardigd op basis van 3D-tekeningen, waarbij tanden, boutgaten en montagevlakken nauwkeurig worden nagebootst, met een bewerkingstoeslag van 5-8 mm (staal met een hoog mangaangehalte heeft een krimppercentage van ~2%).
Voor de getande oppervlakken worden "gespleten zandkernen of "integrale mallen gebruikt om de nauwkeurigheid van de tandpunten en -wortels te garanderen (afwijking van de tandhoogte ≤ 0,5 mm). De mallen voor het montagevlak zijn afgewerkt om een vlakheidsfout van het gietstuk van ≤ 2 mm/m te garanderen.
Smelten en gieten
Smeltpunt staal met een hoog mangaangehalte: Ruwijzer en schroot met een laag fosforgehalte (P ≤ 0,07%) en een laag zwavelgehalte (S ≤ 0,05%) worden gesmolten in een oven met middelhoge frequentie bij 1500-1550 °C. De chemische samenstelling wordt gecontroleerd (C: 1,0-1,4%, Mn: 11-14%, Si: 0,3-0,8%) om een Mn/C-verhouding ≥ 10 te garanderen (cruciaal voor de austenitische structuur).
Deoxidatie: Ferrosilicium (0,5–1,0%) en aluminiumblokken (0,1–0,2%) worden toegevoegd voor de uiteindelijke deoxidatie, waarbij het zuurstofgehalte wordt verlaagd tot ≤ 0,005% om porositeit te voorkomen.
Gieten: Er wordt een bodemgietsysteem gebruikt met een temperatuur van 1400-1450 °C. Grote platen met vaste kaak worden in 2-3 stappen gegoten (30-60 seconden ertussen om koude sluiting te voorkomen), met een tijdsduur van 3-10 minuten, afhankelijk van het gewicht, om een volledige vulling te garanderen.
Uitschudden en oplossingsgloeien
Het gietstuk wordt uitgeschud na afkoeling tot onder de 200 °C. De risers worden verwijderd door middel van snijbranden en de spuitmondmarkeringen worden vlak geslepen. Oppervlaktezand en braam worden gereinigd.
Oplossingsgloeien (kritische stap): Het gietstuk wordt langzaam verhit tot 1050-1100 °C (verwarmingssnelheid ≤ 100 °C/u om scheuren te voorkomen) en gedurende 2-4 uur op die temperatuur gehouden (om volledige carbide-oplossing in austeniet te garanderen). Vervolgens wordt het snel afgekoeld met water (watertemperatuur ≤ 30 °C, koelsnelheid ≥ 50 °C/s) tot een enkele austenitische structuur met een hardheid ≤ 230 HBW en een slagenergie ≥ 180 J (-40 °C).
Bewerking garandeert de precisie van het werkoppervlak en de passing van de montage, waardoor ongelijke openingen in de breekkamer als gevolg van maatafwijkingen worden voorkomen. Het specifieke proces verloopt als volgt:
Ruwe bewerking
Met het gegoten montageoppervlak als referentie wordt het werkoppervlak (exclusief tanden) ruw gefreesd op een portaalfreesmachine, waarbij een nabewerkingsmarge van 2-3 mm wordt aangehouden. De vlakheidsfout wordt gecontroleerd op ≤ 1 mm/m en de parallelliteit met het montageoppervlak op ≤ 0,5 mm/m.
Boutgaten worden geboord op een boormachine volgens de specificaties in de tekening, met een diametertolerantie van ± 0,5 mm en een diepte die 2–3 mm groter is dan de boutlengte om volledige schroefdraadverbinding te garanderen.
Tandbewerking
Een speciale vormfrees wordt gebruikt op een CNC-portaalfrees om tanden te bewerken, waarbij een tandhoogte-/steektolerantie van ± 0,5 mm en een oppervlakteruwheid van Ra ≤ 6,3 μm wordt gegarandeerd. Voor symmetrische tanden geldt een symmetrieafwijking van ≤ 0,3 mm (om omkering mogelijk te maken).
Tandwortelafwerking: Met een radiusfrees worden de wortels afgesneden (R = 2–5 mm) om stressconcentratie en breuk van de tandwortel te voorkomen.
Montage Oppervlakteafwerking
Het montageoppervlak is afgewerkt gefreesd tot Ra ≤ 12,5 μm, vlakheid ≤ 0,5 mm/m en loodrechtheid op het werkoppervlak ≤ 0,1 mm/100 mm (gecontroleerd met een meetklok).
De positioneringspennen worden gefreesd zodat ze passen op het frame, met een breedtetolerantie van ± 0,2 mm en een dieptetolerantie van ± 0,1 mm. Hierdoor is ≥ 85% contact met het frame gegarandeerd (spleet ≤ 0,1 mm via voelermaat).
Oppervlaktebehandeling
Materiaalprestatiecontrole
Inspectie van de chemische samenstelling: een spectrometer met directe aflezing analyseert C, Mn, enz. en zorgt ervoor dat aan de ZGMn13-normen wordt voldaan (Mn: 11–14%, C: 1,0–1,4%).
Testen van mechanische eigenschappen: De monsters worden onderworpen aan een slagtest (-40°C lage temperatuur slagenergie ≥ 120 J) en hardheidsmeting (≤ 230 HBW na oplossingsgloeien).
Metaallografische inspectie: Microstructuuranalyse bevestigt een enkele austenitische fase (geen netwerkcarbiden, die de taaiheid verminderen).
Kwaliteitscontrole van het gieten
Visuele defectinspectie: 100% visuele controles sluiten scheuren, krimpholtes of misloop uit. Magnetische deeltjestests (MT) op tanden garanderen dat er geen oppervlaktescheuren of koude sluitingen zijn.
Interne kwaliteitsinspectie: Ultrasoon onderzoek (UT) op grote platen voorkomt poriën of insluitsels van ≥ φ3 mm in kritische gebieden (tandwortels, boutgaten).
Bewerkingsnauwkeurigheidscontrole
Inspectie van maattolerantie: de naleving van het tandprofiel wordt gecontroleerd met behulp van sjablonen. Een coördinatenmeetmachine controleert de positietolerantie van de boutgaten (± 0,2 mm).
Geometrische tolerantie-inspectie: een laserwaterpas controleert de vlakheid van het werkoppervlak. Een winkelhaak controleert de haaksheid tussen het montage- en werkoppervlak.
Montageverificatie
Proefpassing: De vaste kaakplaat wordt op het frame gemonteerd om te controleren of de plaat goed vastzit (boutvoorspanning voldoet aan de specificaties) en of er geen speling ontstaat wanneer de plaat handmatig wordt geschud.
Breukproef: 8 uur lang breken van standaardmaterialen (bijv. graniet) bij nominale belasting. Hierbij wordt de slijtage van de tanden (≤ 0,5 mm), de afwezigheid van scheuren/vervormingen en een afwijking van de productafmetingen van ≤ 5% gecontroleerd.
Dankzij deze processen behoudt de vaste kaakplaat zijn slijtvastheid onder zware omstandigheden, met een levensduur van 4 tot 8 maanden (gecorrigeerd voor de hardheid van het materiaal). Regelmatige inspecties van tandslijtage en tijdige omkering/vervanging zorgen voor een consistente breekefficiëntie.
1. Type tandplaat
De dwarsdoorsnede van de tandplaat van de kaakbreker kent twee typen: een glad oppervlak en een roosteroppervlak. Dit laatste is verdeeld in een driehoek en een trapeziumoppervlak. Om de grootte en vorm van het product te bepalen, worden meestal driehoekige of trapeziumvormige tandplaten gebruikt.

2. Het materiaal van de tandplaat
De tandplaten die in bestaande kaakbrekers worden gebruikt, maken over het algemeen gebruik van mangaan 13ZGMn13, dat zich kenmerkt door oppervlakteverharding onder impactbelasting. Mangaan 13ZGMn13 kan een hard en slijtvast oppervlak vormen, terwijl het oorspronkelijke metaal van de binnenlaag behouden blijft. Taaiheid, dus het is een slijtvast materiaal dat veel wordt gebruikt in brekers.
3. Wijzigingsplan van de tandplaat
Bij de transformatie zijn de werkende delen van de breker de vaste tandplaat en de beweegbare tandplaat. De beweegbare tandplaat is bevestigd aan de beweegbare kaak en de belangrijkste slijtdelen bevinden zich voornamelijk in het midden. Bij de transformatie is de beweegbare tandplaat niet aangepast, maar voornamelijk de vaste tandplaat. Nadat de vaste tandplaat is aangepast, neemt het gewicht van de vaste tandplaat toe, omdat de vaste tandplaat verbonden is met het frame, zonder dat dit de werking van de gehele breker nadelig beïnvloedt.
4. De levensduur van de tandplaat
De tandplaat krijgt te maken met grote impact- en knijpkrachten, waardoor hij zeer snel slijt. Om de levensduur te verlengen, kan dit vanuit twee oogpunten worden onderzocht: ten eerste door materialen met een hoge slijtvastheid te vinden; ten tweede door het structureel ontwerp en de geometrische afmetingen van de tandplaat redelijkerwijs te bepalen.